







泰格激光技術-大尺寸零件激光滲氮化熱處理
廣州泰格激光技術有限公司
經營模式:生產加工
地址:廣州市黃埔區創業路16號中航C座二層
主營:激光淬火加工,激光熔覆加工,激光淬火設備,激光熔覆設備
業務熱線:020-82369849
QQ:2725080801
產品詳情 聯系方式







激光照射方向2.半徑小于或等于R50mm的R 凸角3.半徑大于R50mm的R 凸角
由于R 凸角大于20mm、小于等于50mm 時用20mm積分鏡整合出激光光斑不能覆蓋整個R 凸角,因此大的R 凸角可分開淬多道,即構建多條平行的路徑線,例如,R 小于20mm時一條路徑,激光滲氮化熱處理修復,20~40mm 2條,40~50mm 3條等等,兩兩路徑平行,邊緣相接,保證R凸角全部淬到。而大于50mm的R 凸角不需要淬火,所以拉伸模R 凸角的淬火程序分可歸納為兩套:10mm積分鏡程序和20mm積分鏡程序。
激光滲氮化熱處理
泰格激光技術——激光滲氮化熱處理
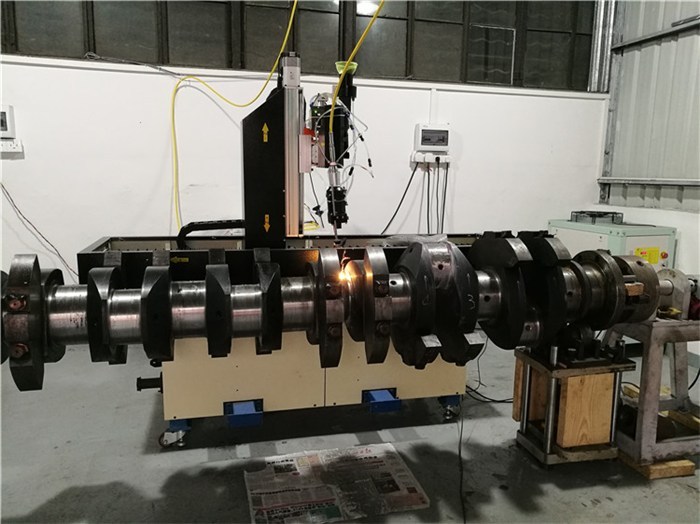
雙工序淬火機器設備,關鍵由功率大的激光器、六軸機器手、激光傳送和聚焦點系統軟件、電子光學生產加工頭及其自動控制系統等構成。燈源選用制造行業優y秀激光器,經光線光纖耦合器藕合后選用軟性光纖傳輸激光焊接,光線光波長在970~1070nm中間,光線品質約為4.3毫米·mrad,機器設備功率在2000~6000W,異形表面激光滲氮化熱處理,輸出光點直徑為0.2~4mm,深圳激光滲氮化熱處理,光線總寬約為20毫米。激光滲氮化熱處理
泰格激光技術——激光滲氮化熱處理
激光淬火中存有的關鍵難題及整改措施
1激光淬火生產制造中存有的關鍵難題
出現這一狀況的緣故主要是光點功率及激光不勻稱性危害淬火加工工藝的可靠性;光點樣子對淬硬層勻稱性的危害;激光表面淬火中大規模淬硬層無法確保;工件初的狀態對激光淬火品質的危害。
提升激光淬火生產制造的一些整改措施激光表面淬火后,缸套淬火區無顯著的空氣氧化滲碳狀況,表面表面粗糙度值較低,經磁粉探傷無損檢測技術后表面無細微裂痕狀況。激光滲氮化熱處理
異形表面激光滲氮化熱處理-深圳激光滲氮化熱處理-泰格激光技術由廣州泰格激光技術有限公司提供。廣州泰格激光技術有限公司為客戶提供“激光淬火加工,激光熔覆加工,激光淬火設備,激光熔覆設備”等業務,公司擁有“廣州激光淬火加工,深圳激光淬火加工,佛山激光淬火加工”等品牌,專注于機械加工等行業。歡迎來電垂詢,聯系人:張先生。

張先生先生
手機:18925080801


